
品牌:金益达
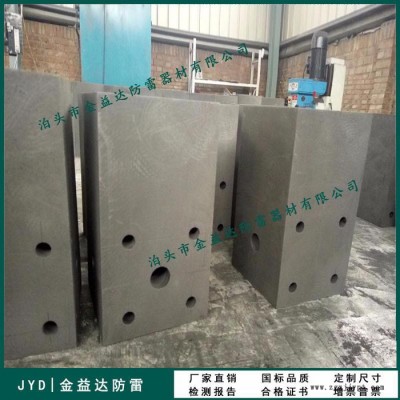
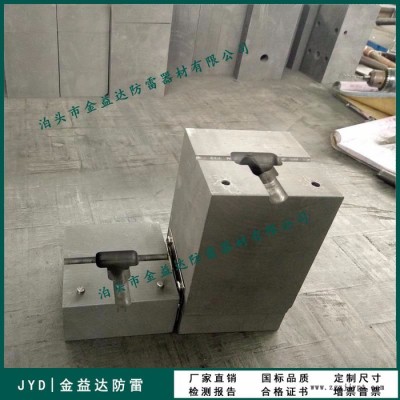
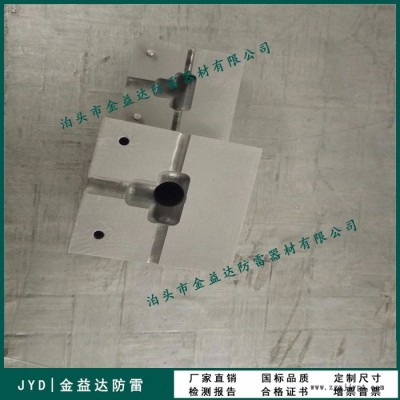
材质:石墨
固定碳:0.999
起订:1个
供应:1000个
发货:3天内
| 材质 | 石墨 |
|---|---|
| 固定碳 | 0.999 |
| 规格 | 30*4 |
| 颜色 | 黑色 |
| 品牌 | 金益达 |
| 型号 | T/一/十接 |
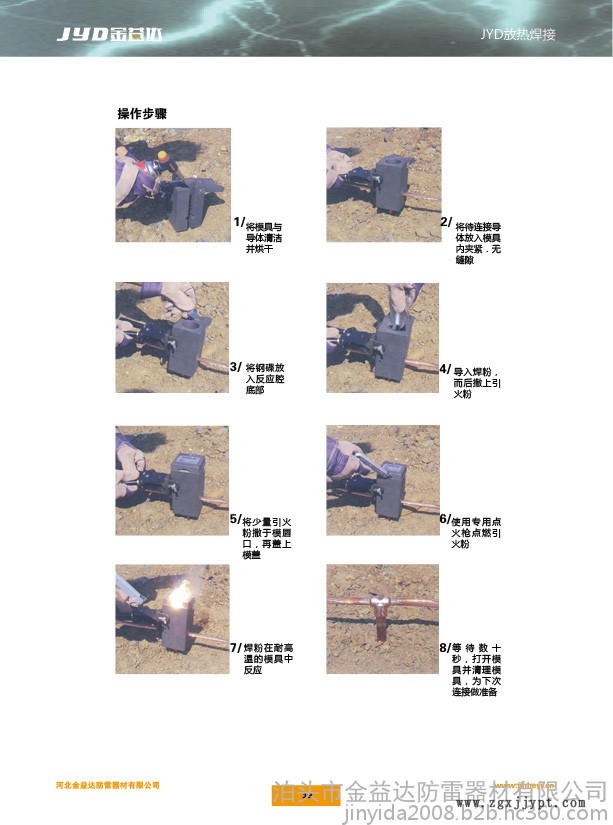
使用说明
1、把导体和熔模清除干净(如果潮湿还必须烘干),将导体置于模具下并作下接触试验。
2、将要焊接的两种导体放入熔模,对应好位置。
3、夹紧熔模,放下金属隔离片,封住流通口,不让反应前的熔焊剂流入型腔。
4、把放热焊剂倒入熔炉种,在模具口处撒一些初始引火粉,盖好模具顶盖。
5、用点**点燃引火粉,熔焊剂在模具中作出安全的放热反应。
6、热熔反应完成后,10-20秒,即可开启模具,用工具将导体取出,并去除熔渣。
注意事项
1 施工操作前,必须保证被焊接件无污物,熔模熔腔和型腔内无上次焊接时留下的焊渣块或焊渣粉末。
2 施工操作前,必须使用喷火炬(或瓦斯喷灯)烘干被焊接件和熔模,使其尽可能的不含水分。
3 施工操作中,点火之前,必须保证盖上熔模盖,且熔模闭合处无开缝。
4 施工操作中,点火之前,必须保证被焊接件焊接点位于型腔中心。
5 施工操作时,现场 1.50米 范围之内,不得有无关人员停留。
6 施工操作时,现场 1—— 2米 范围之内,不得有易燃物品摆放。
7 操作人员必须戴上有一定隔热效果的工作手套。
8 操作人员不得面对于熔模开口处操作施工。
9 点火时,一旦引燃粉被引燃,操作人员必须立即离开熔模至少 1.50米 。
10 当放热焊剂反应结束后,任何人不得直接接触熔模和被焊接件。
11 当放热焊剂反应结束后,须待熔模和被焊接件自然冷却 10——20秒,使用老虎钳(或相似工具)从熔模中取出。
12 对被焊接件进行绝缘处理,必须待导线完全冷却之后方可进行。