




















| 型腔数目 | 一出一 |
|---|---|
| 排列方式 | 立式 卧式 |
| 加工设备数量 | 15 |
| 加工能力 | 100 |
| 质量体系 | iso9001 |
| 模具材质 | 45# p20 718 2738 2316 等 |
| 主要加工设备 | 注塑机 磨床 车床 |
| 模具分型面数目 | 多个 |
| 模具安装方式 | 固定式 |
| 加工定制 | 是 |
| 型号 | 4升8升10升 |
| 安装方式 | 半固定式模具 |
| 产地 | 浙江 |
| 认证 | ISO9002 |
| 上市时间 | 2013年春 |
| 适用范围 | 注塑公司 塑料制品 |
| 销售方式 | 直销 |
| 执行质量标准 | 国标 |
| 工艺类型 | 注射成型 |
| 贸易属性 | 内贸 |
| 发货期限 | 60天 |
| 品牌 | 浙江台州市黄岩模具厂 |
| 打样周期 | 3-4天 |

黄岩模具,注塑模具,注射成型模具,康凡模具公司坐落于中国模具之乡---黄岩 专业做桶模具,制品批量加工的厂家,我们这里的设备先进,模具设计独特,还有着多年丰富经验的钳工。所制造的模具周期短,质量保证,价格实惠,售后服务有保障。
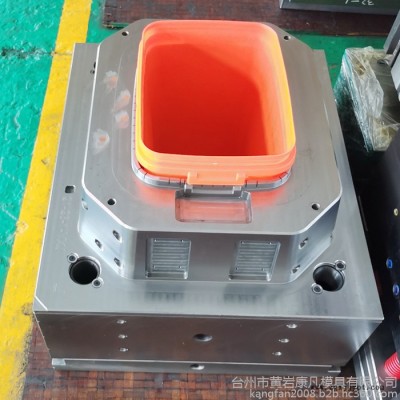
本公司具有专业制造设计塑料桶注塑模具的经验和历史,开发的塑料桶模具有以下特点:一、模具钢材选料精良,我们与国内知名钢厂有长期合作关系,所用钢材均为原厂优等钢材,所用钢材均先经过热处理及一级超声波探伤**保证材料品质并提纲原厂质保书。二、模具设计合理,产品同心度好,不偏心,模具型芯和型腔均为整体一次加工成型。三、产品密封性能优良,本公司模具制造经验丰富,对产品密封性能经验独到,模具出运前,所制产品装满水倒放和侧放48小时不渗漏.
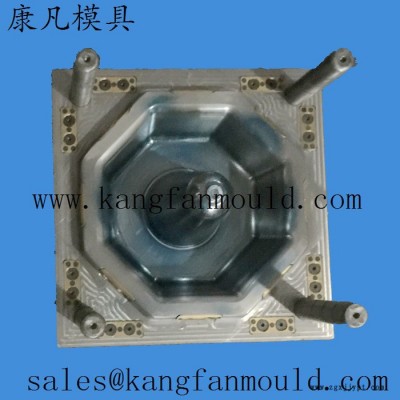
桶模具技术要点分析 关于桶模具偏心引起桶壁厚不均匀的解析如下:1,假如冷却水在桶模具的型芯型腔各区域处流动不均匀,将会引起溶融塑料的流动差异,越热区域流动性会更大,越冷区域流动性会更小,从而使得热一点区域的桶壁厚厚一点。正常情况下,不同温度至少会造成0.05mm的公差。 2。一般来说,桶模具的零度四别克锁高度应为塑料桶高度的20百分号-30百分号,比如小一点的桶应为20百分号,大一点的桶模具应在30百分号高度左右。3。当我们做桶模具的型芯型腔加工时,要特别注意选择加工设备









