
















- 供货总量 : 不限
- 价格说明 : 议定
- 包装说明 : 不限
- 物流说明 : 货运及物流
- 交货说明 : 按订单
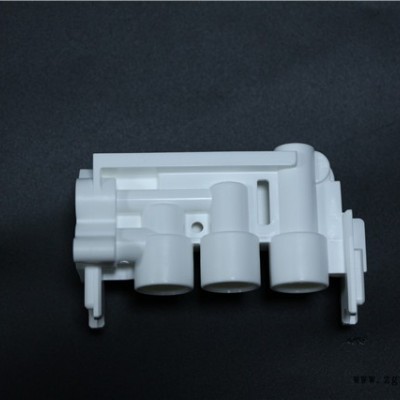
金华市宇邦模塑有限公司是一家注塑制品生产的企业,是集塑料制品开发、产品设计、模具制造、注塑生产等一体的实体性型生产企业。
汽车注塑件与您分享动注塑加工模具制造公司在进行产品生产的时候很多的注射成型制品会出现一些莫名的顶白现象,这种现象的产生主要是因为产品在脱离模具时,若采用顶杆顶出,通常会在塑件上留下一道或深或浅的划痕,若划痕太深,就会产生顶白现象,严重时会造成顶穿塑件。
塑料制品出现顶白现象,一般是由于制品的胶合力过大,且在塑料制品上顶出部位造成顶杆顶出部位出现白点。具体理由和改进措施如下:
1,后模具的温度偏低或偏高:调整适当的模具温度。
2,出油速度过快:降低出油速度。
3,有脱模和倒角:修理模具(打磨).
4,塑胶注塑加工模具成品顶出不均衡(断顶针板弹簧):维修模具(使顶出均衡)。
5,顶针数量不足或位置不当:提升顶针数量或改变顶针位置。
6,脱模时模具产生真空状况:清理顶里污垢,改进进气效果。
7,成品骨位、柱位粗糙(倒扣):抛光各骨位及柱位。
8,注入压力或保压压力太大:适当降低其压力。
9,成品后模脱模斜渡过小:增大后模脱模斜度。
10,侧滑块动作时间或位置不当:维修模具(使抽芯动作正常)。
11,注塑加工模具定制的顶针面积太小或顶出速率太快:增大顶针面积或缓减顶出速率。
12,末段的注入速率太快(毛边):缓减较后一段注入速率。
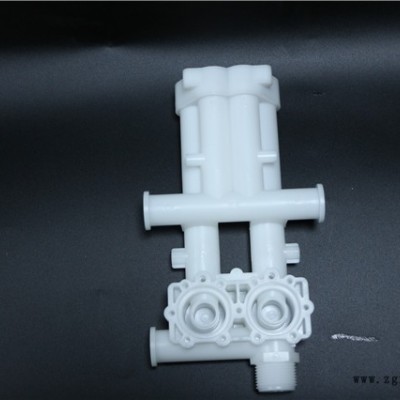
金华市宇邦模塑有限公司是一家注塑制品生产的企业,是集塑料制品开发、产品设计、模具制造、注塑生产等一体的实体性型生产企业。
汽车注塑件与您分享动如何维护注塑件?
1.选择正确的设备并确定合理的设计。如果注塑机太小,将无法满足要求,并且由于不适当的夹紧力调节会损坏注射成型零件或模板,会降低效率。选择注塑机时,请检查注射量,汽车用注塑件,拉杆的有效距离,上模具的安装尺寸,模具厚度,模具厚度,模板行程,上模方式,上模验证后即可使用模具行程,注射压力,锁模力等。合理确定工艺条件也是正确使用注塑件的内容之一。夹紧力过大,高注射压力,高注射速度和高模具温度会损害注塑件的寿命。
2.将注射件安装到注射机上之后,必须首先执行空模具操作。观察注塑件各部分的操作是否灵活,是否有异常,脱模行程是否合适,合模时分型面是否一致,压板螺钉是否紧固等。
3.使用注塑件时,需要将其保存在室温下。在室温下工作可延长注射部件的使用寿命。
4.注射件上的滑动零件,汽车注塑件生产厂家,例如导柱,返回销,汽车精密注塑件,推杆,型芯等。应随时观察,并定期检查,擦洗并涂上油脂,尤其是在夏季,如果油位高如果过高,则每班至少应添加两种油,以确保这些滑动部件的灵活运动并防止卡塞。
5.每次锁模之前,请注意腔体是否清洁,没有残留物或其他异物。清洁过程中请勿使用坚硬的工具,以免刮伤空腔表面。
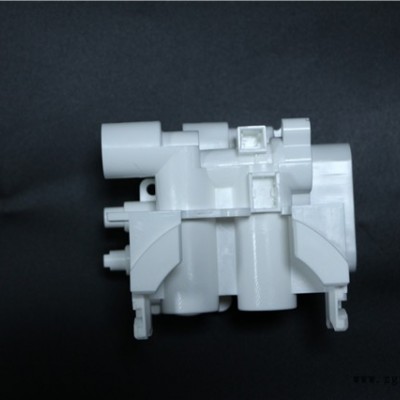
金华市宇邦模塑有限公司是一家注塑制品生产的企业,汽车注塑件,是集塑料制品开发、产品设计、模具制造、注塑生产等一体的实体性型生产企业。
汽车注塑件与您分享塑胶注塑加工之嵌件成型工艺
五金塑胶注塑加工的嵌件成型工艺表明,嵌件成型是指将事先准备好的不同材料嵌件放入模具中,注入树脂,熔化后的材料与嵌件连接固化,制成产品的成型方法。基材上注塑成型指在金属表面的部分上注塑成型件置入的工法。
一、塑胶注塑加工模具其特点如下:
1、树脂的易成型性、弯折性与金属的刚度、强度及耐温性的互相组合补充可牢固地制成繁杂精巧的金属塑料产品。
2.特别是利用树脂的绝缘和金属的导电性,成型产品可以满足电气产品的基本功能。
3、多个嵌件的事先成型组合,促使产品模块组合的后工程更合理性。
4、嵌件品不尽限于金属,也有布、纸、电线、塑胶、玻璃、木料、线圏类、电气零件等多种。
5、针对刚度成型品、橡胶密封垫板上的弯折弹性成型品,通过基材上注塑成型制成产品后,可省掉排序密封圏的复杂工作,促使后工序的自动化组合更容易。
6.由于是熔融材料与金属嵌件的结合,与压入成型法相比,金属嵌件间隙可设计得更窄,复合商品成型的可靠性更高。
7.塑胶注塑加工定做选择合适的树脂和成型标准,即易变形损坏的注塑产品,也可根据树脂密封固定。
8、挑选适度的模具结构,嵌件品也可封入树脂内。
9.立式注塑机和机械手.大多数嵌件成型工程都可以实现自动注塑加工生产。
10.嵌件成型后,经过去芯孔处理,也可制成带空心槽的注塑加工商品。
汽车注塑件生产厂家-汽车注塑件-宇邦模塑加工制造由金华市宇邦模塑有限公司提供。金华市宇邦模塑有限公司在塑料包装制品这一领域倾注了诸多的热忱和热情,宇邦模塑一直以客户为中心、为客户创造价值的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌。相关业务欢迎垂询,联系人:赵。


")

")



")